![]()
電話問合せ
お問合せ
![]()
電話問合せ
お問合せ
![]()
![]()
Orbital
日本の新幹線では、開業以来バラスト軌道が主流でしたが、博多開業以降はスラブ軌道主流となっています。台湾新幹線もデポ(depot)などの一部を除きすべてスラブ軌道となっています。
本軌道におけるスラブ敷設は、スラブ版を運搬トロで敷設現場まで運び、スラブ版敷設車を用いてロードベッド上に据付・調整した後、CAモルタル施工を行って設置する作業工程です。

大型クレーンによるスラブ版の運搬トロへの積載状況

スラブ版へのレール据付け準備状況
レール面整正は、スラブ上のレール敷設において、通り・高低・軌間および水準等に関し、所定の基準値に設定するための作業工程です。
ここでは整正ピースを用いてレールを所定の状態に調整し、その後、可変パッドを用いて最終仕上げを行い、締結ボルトにより固定します。
レール面整正における前検測および準備状況

検測器具”トラックマスター”によるレール面整正後の仕上がりの確認状況
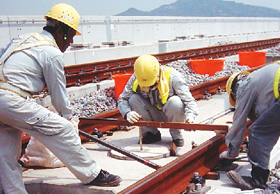
台湾新幹線建設工事では、約1kmごとにIJレール〈絶縁レール)が敷設されます。
このIJレールは3次溶接によりロングレール化されますが、同時にレール緊張機を使用し、レール設定温度に応じたレールの軸力設定(設定替)が行われます。
工事は設定温度および作業性を考慮して通常夜間実施されます。

レール緊張機を使用したセット状況
Rail welding

主にレ-ル溶接基地で行なわれ、25mレールを溶接して200m程度のロングレ-ルを製作します。

敷設場所に運搬配列された200mロングレ-ル同士を溶接する作業工程です。

レ-ル保守に伴うレ-ル交換や新線建設に伴うレ-ルの最終敷設段階などで行なう現地溶接の最終工程です。

フラッシュ溶接法は、接合しようとする2本のレ-ルの端面を軽く接触させ、これを通電すると接融点はジュ-ル熱により加熱、溶融し火花となって飛散します。
この工程を連続的に繰り返し、レ-ル端面が溶融すると共に接合温度に達したところで軸方向に急速に加圧し接合する方法です。
この溶接法は全工程がすべて自動的に制御され、高能率で信頼性の高い継手が得られます。

ガス圧接法は、溶接しようとするレ-ル端面を突きあわせ、軸方向に加圧しながらガス炎で過熱し、接合する方法です。
これは他の溶接法と異なり、レ-ル接合部を溶融させないで接合することが特徴です。
この溶接法は、機械化され作業者の技量による影響が少なく、均一で良好な継手が得られます。

テルミット溶接法は、酸化鉄とアルミニュ-ムを主成分とする粉末を、坩渦内で反応させ、得られた溶鋼をモ-ルド(鋳型)で囲んだレ-ル開先部(間隔約25mm)に流し込み、レ-ルを接合する方法です。
この溶接法は、使用する機械器具が簡単なことから機動性に富み、現地溶接に適しています。
外国においては、主要な溶接法です。日本においては、新幹線を除き多用されています。

エンクロ-ズアーク溶接法は、溶接しようとするレ-ル端部間約17mmの間隔を設け、その周囲をレ-ル形状にあわせた銅ブロックで囲み、そこに低水素系高張力鋼用被覆ア-ク溶接棒による溶接金属を形成してレ-ルを接合する方法です。
この溶接法は、現地溶接を目的とした日本独自の手アーク溶接法であり、新幹線などでも3次溶接に重用されています。
Overseas

2003年7月、総統夫妻の出席のもと開催された、レール発進式より開始した台湾新幹線建設工事(全線345km)では、1次溶接:約47,000箇所、2次溶接:約5,000箇所、3次溶接:約1,200箇所の合計約53,000箇所(全体の約87%)の溶接工事を受注・施工しており、2007年1月より台湾新幹線は開業しています。
本来はそれぞれの工事毎に業者が分かれるのが通常ですが、レール/スラブ運搬、基地設備設計/施工、レール溶接工事、軌道工事を一括で受注することで、一環した管理システムを構築することで、効率の良い工程管理が可能となりました。
基地で行われる工程は陸揚げ運搬されたレール(長さ25m)の貯積、1次溶接、ロングレール送り出し、および吊上げ設備、ロングレール貯積台、工事事務所設置等です。 また、1次溶接~3次溶接の教育訓練も行えます。

1次溶接により200mにロング化したレールの吊上げ設備。
門型クレーンによる基地設備の例。

レール溶接教育訓練設備。
ここでは1次溶接~3次溶接の教育訓練が可能。